The hood on the 1936 Cadillac has a chrome strip down the center which forms, along with some oddly bent pieces of sheet metal riveted to the hood segments, the center hinge for the hood. Each side has adjustable louvers. When disassembled, the center chrome strip was in good condition - it's stainless, but the interlocking metal pieces, which were originally chromed, were seriously rusted and also stress fatigued. So, I decided that I would like to replace them. I drilled out the rivets and set off to find a sheet metal shop that could make them. That was quite an experience - over about 20 years, many many shops, job shops and "experts" looked at the piece and said "that is impossible", even though I was holding it in my hand. Of course this was frustrating. To give you an idea of what the important (e.g. hard to make) part looks like, see this pair of figures
 |
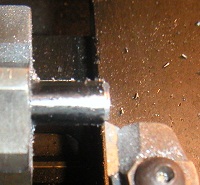
Here is an end on view of the part. The curl
interlocks with the hood center strip to the right.
Thanks to some great help from Wynn H, I now have the part to the left fabricated out of stainless.
|
 |
This is the hood center chrome piece with which the hinge segment in the leftmost photo mates. |
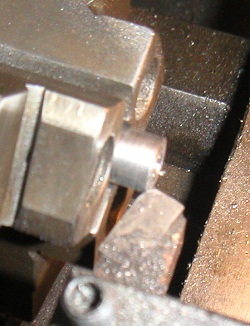
Fabrication of the "curl" on the hinge segments required a number of press brake dies (of course I could have had a custom die made, but that is hard to justify for two pieces). The photo below shows some of the test pieces and the process for making the hinge strips.

Below are some images of the hood louver assembly (one on each side of the car)
 |
The photo at right shows the left side hood segment with the louvers installed, as found. Notice the blue smear near the top - this is where I tested with acetone to determine if the inside of the hood was painted body color or black (it's body color) |
 |
sets of 5 louvers are connected together via a bar (originally painted black, per acetone test). To remove the bar, pry up on each tab as shown in this image and then tap the bar to the left. |  |
Here are the louvers, with the bar removed. Notice the brass anti-rattle springs that are between the bar and the louvers. These brass parts are unpainted. |
 |
Color sanding and painting the hood. After stripping off old paint, primer, rust, one thin coat of etching primer, a coat of primer filler, sand, wet sand to 400, and spray with topcoat, sand to 600, spray... | 
|
|
once the hoods are painted, the hinge segment gets attached - here are the tools and the process:
 |
The package contains Rivets, of course, for a 3/16
diameter hole, the Roper Whitney punch isn't quite strong enough to punch
all the way through using 3/16 but it marks the holes nicely, and then by twisting
the metal (along the axis of the punch), it will snap through. After
punching the first hole, I discovered the rivets will really fit through a
5/32 hole and that size matches the holes in the hood better, so that's
what I used. The punch will work with 5/32 with the stainless.
The rivets are Hansen DF11-6-ST zinc plated steel tubular rivets, and the die to spread the end is CA1005016 5/32 RDX3/8 The squeezer itself is a swap meet item that probably cost me $5 or less - see, it's good to stockpile potentially useful tools, I wasn't sure what it was when I got it, but now it's got a real job to do. |
|
 Clamp the segment carefully and then punch the holes - the punch is on the inside (bottom in the photo) where I can move it around to align with the existing hole, the die is on the outside. Keep your face away from the die, it punches through with quite a snap. |
 Squeezing the rivets, spreader in inside - this works great. Once rivets are in place to hold alignment the C-clamps at each end are no longer required. Note that the clamps had the screw end pressing against the stainless so as to not mar the paint on the hood. |
|
 |
Here is the first segment installed. Next step is to get the hood lacing in place and then place the hood onto the car. | |
 |
The lacing should have a wire through it. Today, you have to buy lacing (this lacing was from Steele Rubber) and then put the wire through. There are two small holes near the top of the channel for the lacing - I put a piece of stainless wire (fishing leader) through the two holes, so that one piece of wire goes from left to right of the car. Then, using a piece of welding rod (anything will do), I opened up the passage in the lacing for the wire and then slid the wire through. Each side requires just under 4 feet of lacing. I purchased 13 feet total to do the firewall and the cowl. | |
  |
There are slots in the cowl for the lacing to go
through. The parts book says it should have a wire in it, some folks
say it shouldn't.
The top photo shows the cowl with the lacing in place, the bottom photo shows the chrome spear to which the goddess, the hood, and the hood stays all fasten put into place. I decided to put the hood stays above the lacing so the stays are in direct contact with the cowl. I couldn't find any definitive statement one way or the other whether this is how it should be. |
|
 |
 |
To install the hood center strip, place the two hood halves in place and clip the hinge segments together with a spring clamp at the back. Then start the center strip onto the hood - once it is on about 2 or 3 inches, rest the hood sides on the sidemounts (if you have them) - this reduces the friction on the center strip and it goes on a lot easier. If you don't have sidemounts, you can have a couple of friends hold them up. Or you could install the strip and the strip ends first and then just lift it into place. Since I was working alone, I couldn't do that, so I did it this way. When the strip was in place, I put the two strip end pieces in the two ends (note, they are not the same but only one will fit on the "goddess mount". Tighten down the nuts holding the end pieces in position and then snug down the hood stays by tightening the 3/4" nuts that are behind the firewall (that is if you loosened the hood stays) |
Now, we need to reassemble the newly painted hood louvers and reinstall them - in retrospect, this would have been much easier with the hood not installed on the car.
 |
First step install the center chrome strip, I didn't take a photo of this. Next is to make and install the springs - when I measured the diameter of the old springs, I found .053 and .036 diameter springs. I decided that I could make them out of music wire and so I went with the larger diameter and bought a spool of #15 music wire - in retrospect the thinner wire would have been fine, and easier to install. I bent the wire with the pliers shown - jeweler's pliers using an old spring that was mostly complete as a template. Install the wires, note that the curve in the spring goes "up" - e.g. away from the outside of the hood. |
 |
Next install the brass anti-rattle pieces - don't put them
on upside-down or they won't stay centered.
Note that I installed new anti-rattle bumpers before installing the springs or anything. Note also that I installed the cast front piece - there is no left or right for the front piece, though the two louver assemblies are not identical. |
 |
After the springs and anti-rattle pieces are in place, install the linkage bars (four of them) and slide them into position and press the tabs back down - this is a bit fiddly and tedious but it can be done, the photo proves that. |
After the louvers are assembled, they need to get back into the hood. I didn't take photos of doing this but after some lengthy struggle, the easy way is as follows - note that the easy way requires an assistant.
Now that I have the louvers in place, I no longer need the spare set I was keeping, so they are available, please contact me if you would like them - one set is shown, I have both sides and they are in about the same condition - not great, but usable. Click here for photo of the 36 Cadillac hood louvers for sale

Here is what the louver assembly looks like installed on the hood - I still need to install the V-8 emblem that does near the front. In this photo, the louvers are open, the springs are an over-center mechanism so they will snap open or closed in groups of 5. I still need to make the hood spears that go in the holes above the louvers. |

This is a view looking up inside the hood at the louvers, in place. They are held in place with a 3/8ths 10-24 screw, a washer, a lock washer and a brass nut, at regular intervals along the top and bottom of the louver assembly - two such screws are visible in the photo. You can see the springs looping from the louver to the louver frame, top and bottom, and the rubber bumpers. |
So, now that the hood is in place on the car, it needs the trim that goes just above the hinge - it is held in place via the holes you can see in the hood photo above. The original trim is pot metal (and cheap pot metal at that) that has been chromed - I had new pieces cast, but the foundry made no account of shrinkage, and on the long pieces the shrinkage was inches - the cast parts were worthless, I threw them out in disgust (more $$ down the drain). So, I need to make new pieces.
 |
This photo shows an original trim piece next to a piece of 5/8 stainless bar stock. | I tried splitting the bar stock in half with a slotting saw - that didn't work very well, but it did give me the opportunity to break a bunch of slitting saws and spend several hours not successfully cutting the piece. So, my new plan is to use my mill in "horizontal mill mode" and remove half of the bar to give me the half round I want. | |||
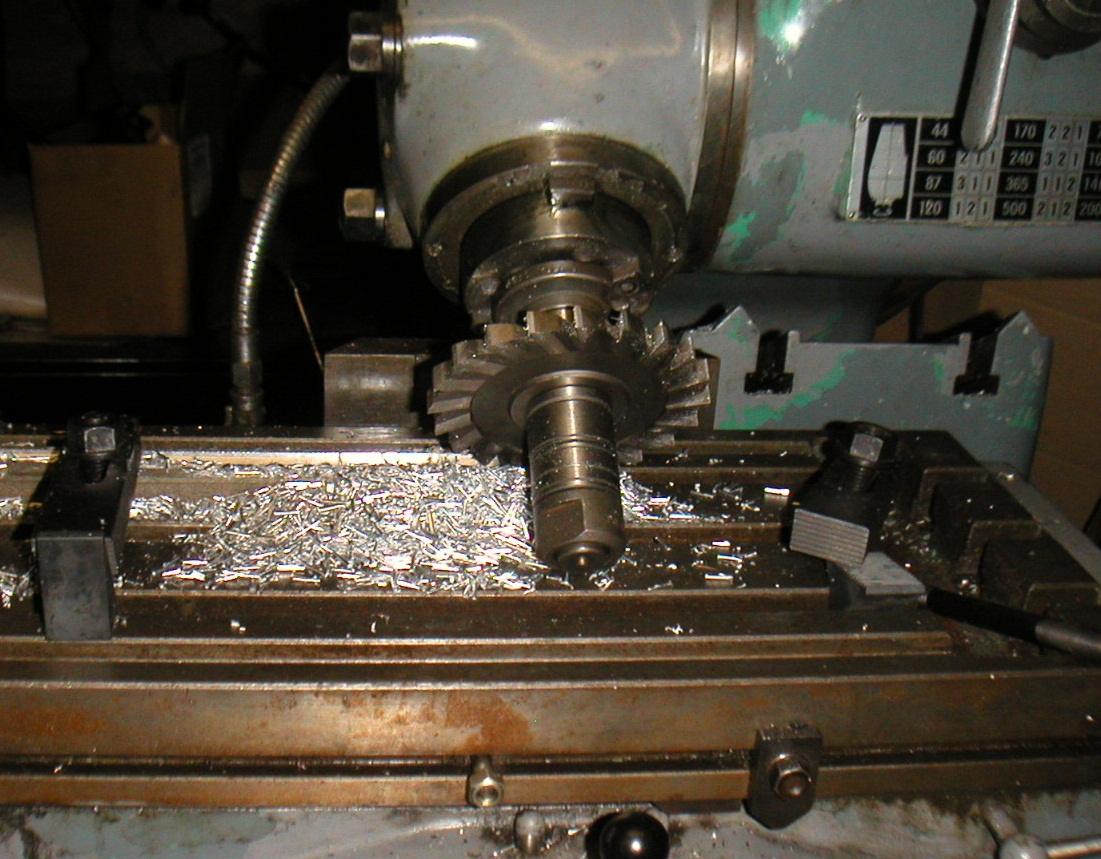 |
So the first step is to make a fixture to hold the bar - I am afraid of just clamping it to the table because my table doesn't have over 48 inches of useful travel, so I will have to reposition the piece part way through. By clamping it to this piece of aluminum, I should be able to mill it without having it rotate as I reposition it. The photo shows the aluminum fixture just as I finished making a V slot in it to hold the bar. Lots of nice curly chips - I wonder what I can do with them? | ||||
 |
this is an attempt to mill a 5/8 brass bar into a 1/2 round bar to make the trim piece - putting it in the V machined above was not a good idea, too much bounce - flat on the table works but only if the clamp ahead of the cutter is within 1 to 2 inches of the cutter - so it's very tedious - giving up on this approach, will try something different. Note use of different (wider) cutter than above. | ||||
 |
After a bunch of thought and several recommendations, this
is what worked perfectly. I machined two steel blocks with 5/8 holes
that were properly aligned, then I separated them by about an inch (not a
critical dimension) and lowered a 1/32nd slitting saw to cut the bar - the
saw is centered on the bar, and then I pushed the bar through by hand - it
went through in a minute or two with no catches, no binding, just like I
hoped it would. The saw, as you can see, is rotating clockwise, and
the bar is pushed from left to right.
It took more time to make the blocks than to cut the 6 foot length of bar stock. |
||||
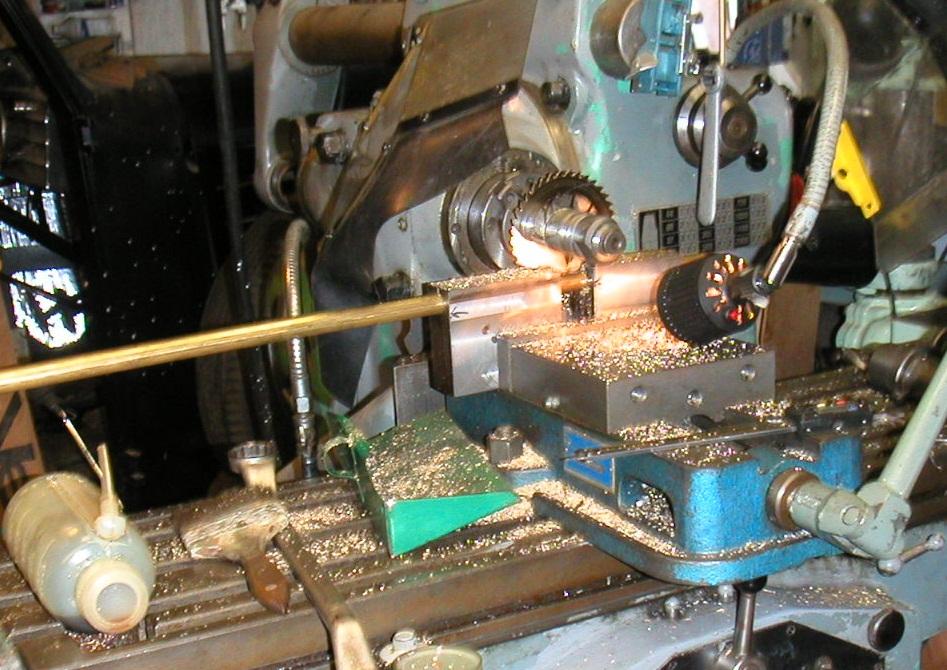 |
This is photo showing the overall setup, the Abene mill is configured as a horizontal mill, and the chip guard (above the saw) is angled to keep the brass swarf from flying all over the place. The swarf sprays up at about a 45 degree angle towards the left. This method also wastes a lot less material than the full width milling approach that wastes half the bar. | ||||

The next step in the process is to shape the tip of the half rounds to form the spear - the photo to the right is a "re-enactment" of the actual process - just hold it on a belt sander with 120 paper and rotate it to form the shape. The image above shows the result - I need to dull the spear point a bit to make it match the original but otherwise it is pretty good. The duct tape marks where the taper starts. To do the shaping, I soldered (soft solder) the two pieces together to make a round bar again and then rotated it by hand against the sanding belt. I tried the disk but it is to aggressive and uncontrolled. If I had lots of room left of the headstock on my metal lathe I could have turned it in the lathe - that would have been better, but I don't have enough room to do this, so the old "do it by hand" method worked fine. After final shaping, I will cut the bars to length, heat and unsolder and then make the attachment bosses that go on the back side and silver braze them in place. |
 |
||||

The final step before sending the spears out for plating is to silver solder in the bosses that both align the spear with the hood and provide the threaded part for the screws that hold it on. Sadly, I forgot that my real purpose was to document the process rather than get it done, so I didn't take photos of making the bosses or silver brazing them in place. The photo above shows machining small recesses for the bosses to keep them in place while soldering. Note the use of a magnet against the end of the vise to provide alignment so I could swap two pieces and retain alignment. |
The photo shows the result prior to
cleanup. The bosses were made on a lathe out of 5/16" brass bar
stock, drilled, tapped and cut to length. I used the mill to make
shallow (.025") depressions to hold the bosses and then placed them
into the depressions, added some flux and heated from the bottom with an oxyacetylene
torch until the flux turned clear, then added silver solder. It is
important to heat from the bottom so the solder flows properly - the
soldering causes the spears to bend, so after clean up, I will straighten
them out again and then send for plating.
and here they are ready to send for plating:
below is a small piece after soldering, that goes in the front door post
|
||||
| I sent the parts out for plating, packed in a
piece of plastic water pipe taped to a 2X2 so it wouldn't bend. The parts
came out really nice. Here are the two small pieces as returned from
the plater.
|
Here is one of the spears, test fit on the hood - looks
pretty good.
Here is another view - after all that work, I'm almost there - but there is a problem.
|
||||
| The problem is that when I got the car, the hood
trim was missing, so I never had the original mounting - and after some
struggling, I realized it isn't the same as the rubber/washer/screw that
holds the trim on elsewhere on the body. So, I need to make three of
these (requires 4 total, I found one lying around in the car years ago:
|
Conveniently, I found a hood on e-bay that shows what the
parts look like, "sort of", so in addition to the things to the
right "stud-fastener", I need to make (or find) 22 of these
clips. The Cadillac part number for the clips is 1416638, that is
presuming that it uses the same number as the 36-50 (the parts manual just
skips my car, a 36-6019) in this area. So, the search is on.
|
||||

first, trim metal to size, drill 3/16 hole, the 21/64 hole to proper depth. I used a piece of chrome plated bar from who knows what |

here are the three partly completed pieces and the original |
final step, shape - finish with a file. |
 |
These photos are courtesy of Pikes Peak Motor Company - I thank them profusely and recommend them for your consideration. We are Pikes Peak Motor Company of Colorado Springs, CO. 221 S. Chestnut St. 80905. We specialize in cars from the 20s-70s and have everything from OEM/NOS parts to fully restored cars. Our website is www.pikespeakmotors.com where you can find an inventory of our whole car project and turnkey cars. We also sell parts on eBay under seller name pikespeak01. For parts, contact us at 719-634-8001. We take pride in having satisfied customers. | |
Last Updated 07/14/2021






 or
maybe find a stock item? - no chance, let's make them:
or
maybe find a stock item? - no chance, let's make them:


{kind=link}